Sie sind hier: Prozesse
PROZESSE UND MASCHINENKONZEPTE NACH ANFORDERUNG
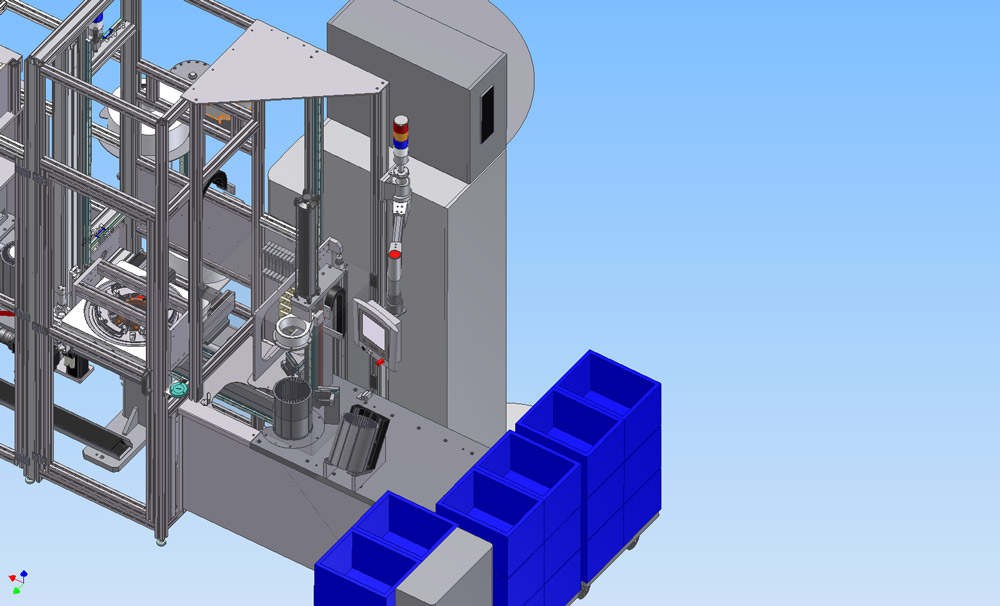
risomat bildet den gesamten Prozess der Herstellung von Statoren und Rotoren ab
risomat beherrscht durch seine fundierte Expertise die komplette Prozesskette zur Herstellung von Statoren und Rotoren.
Unter dem Aspekt der zunehmenden Automatisierung sowie steigenden Stückzahlen, werden die Prozesse stetig weiter entwickelt und optimiert.
Prozessschritte
BESCHREIBUNG
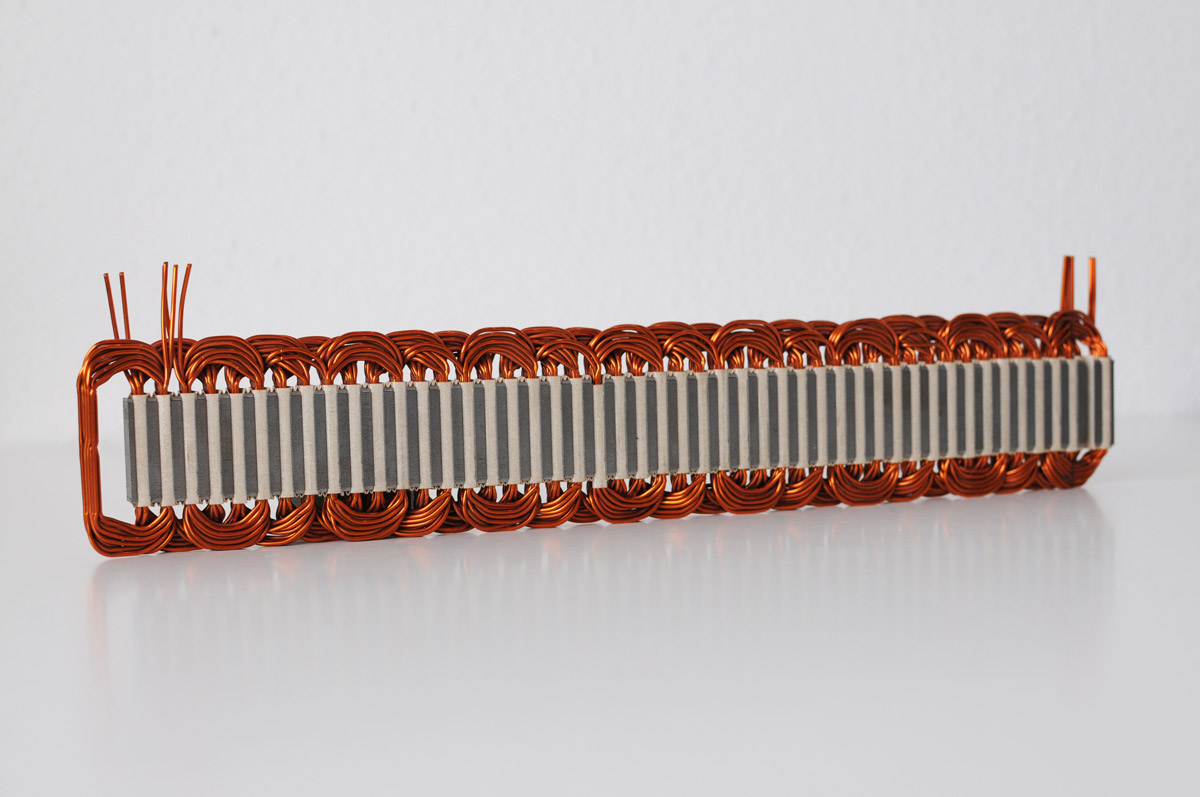
Beim Paketieren werden die einzelnen isolierten Bleche zu einem Statorpaket gestapelt und danach mit unterschiedlichen Methoden wie Schweißen, Kleben oder Klammern miteinander verbunden.
Bei der Stapelung sind geeignete Maßnahmen zu treffen, damit die Parallelität und Exzentrizität des Statorpaketes gewährleistet ist.
TYPEN
Paketiermaschinen
ANWENDUNGEN
VORTEILE

BESCHREIBUNG
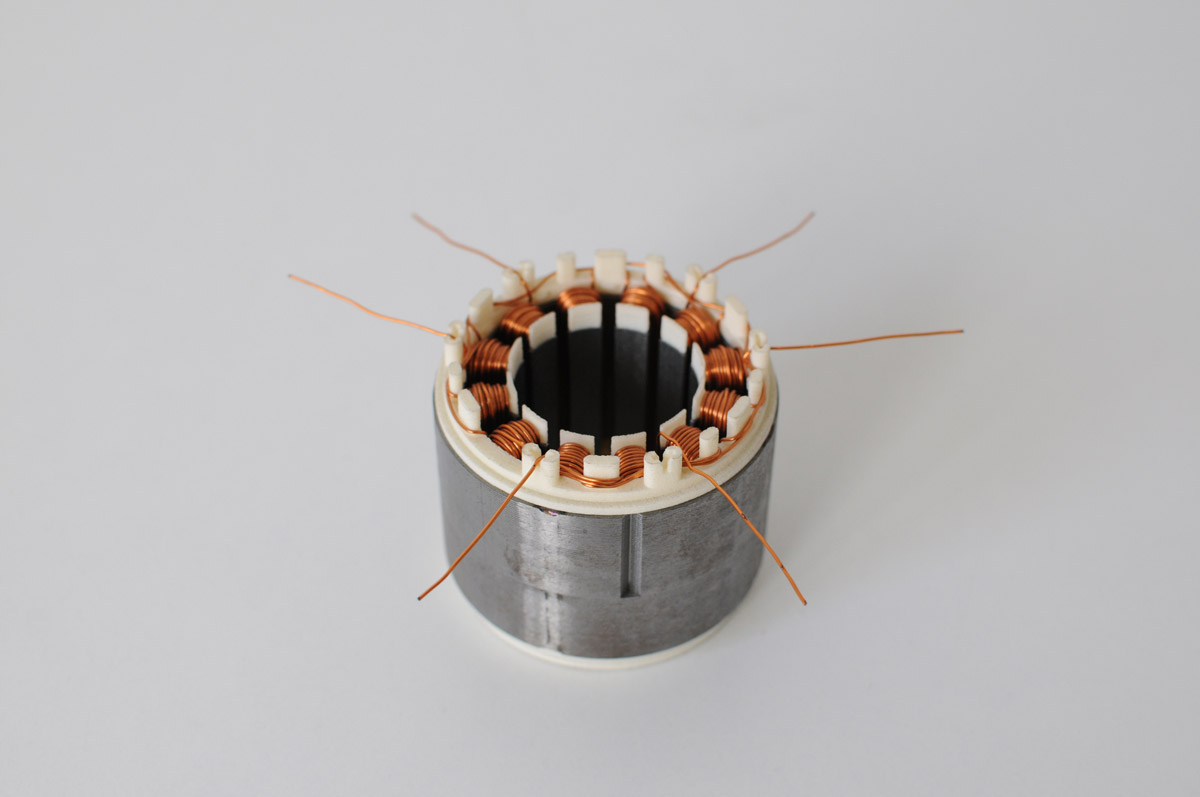
Beim Isolieren werden Isoliermaterialen in unterschiedlichen Geometrien passgenau in die Statornuten eingesetzt, um die Spulen gegen das Statorpaket hochspannungsfest zu isolieren. Hierbei kommen unterschiedliche Isoliermaterialen zum Einsatz, die prozesssicher in die Nuten eingebracht werden müssen.
TYPEN
Isolierautomaten für folgenden Isolationsgeometrien
ANWENDUNGEN
VORTEILE


BESCHREIBUNG
Für das Wickeln von Spulen für Stator-und Rotorwicklungen kommt die Flyer- oder Linearwickelmethode bzw. die Nadelwickeltechnik zum Einsatz. risomat beherrscht alle genannten Wickelmethoden. Welche Methode projektspezifisch zur Anwendung kommt, wird gemeinsam mit dem Kunden auf der Basis von technischen und wirtschaftlichen Kriterien entschieden.
TYPEN
ANWENDUNGEN
VORTEILE





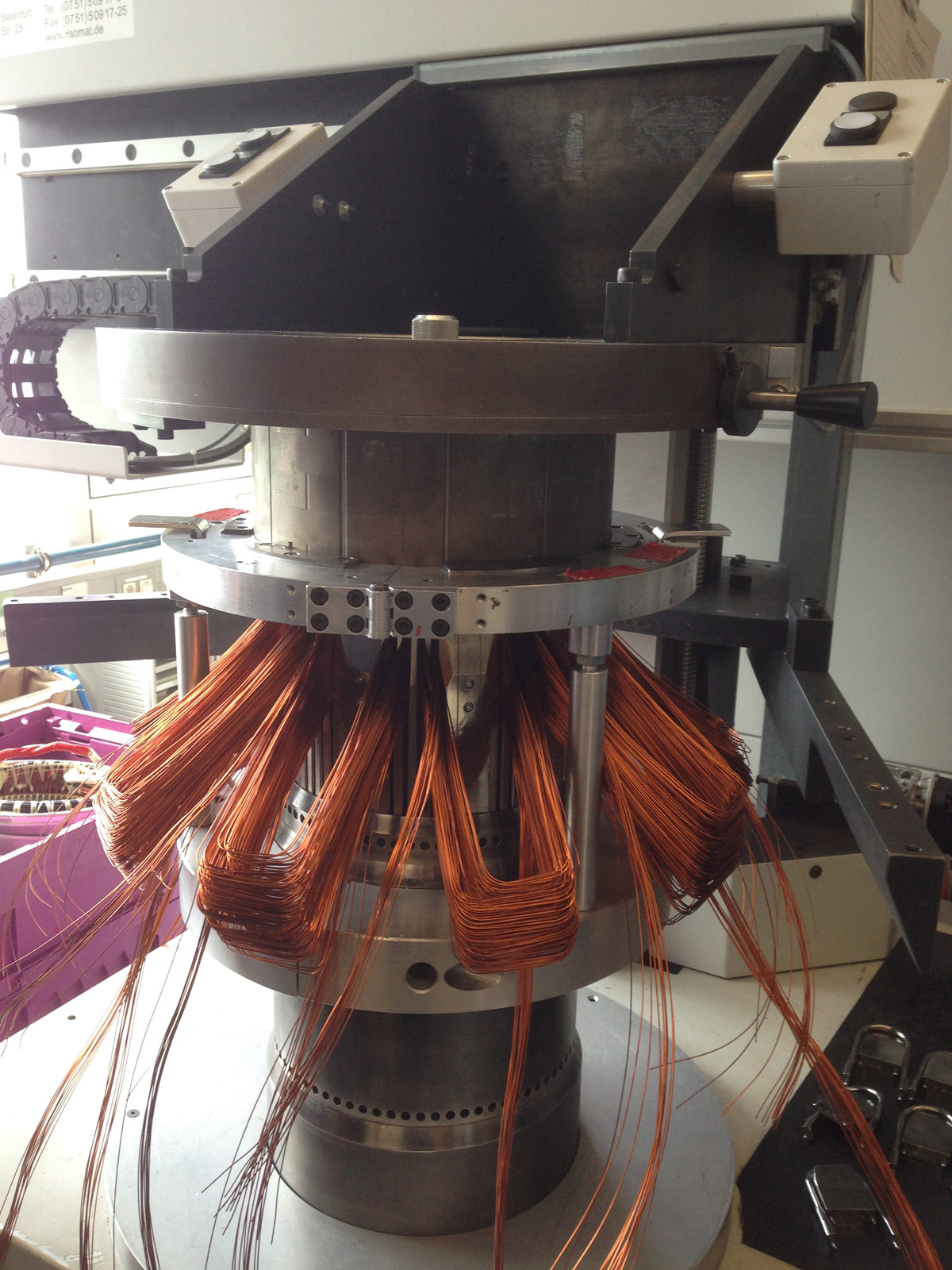
BESCHREIBUNG
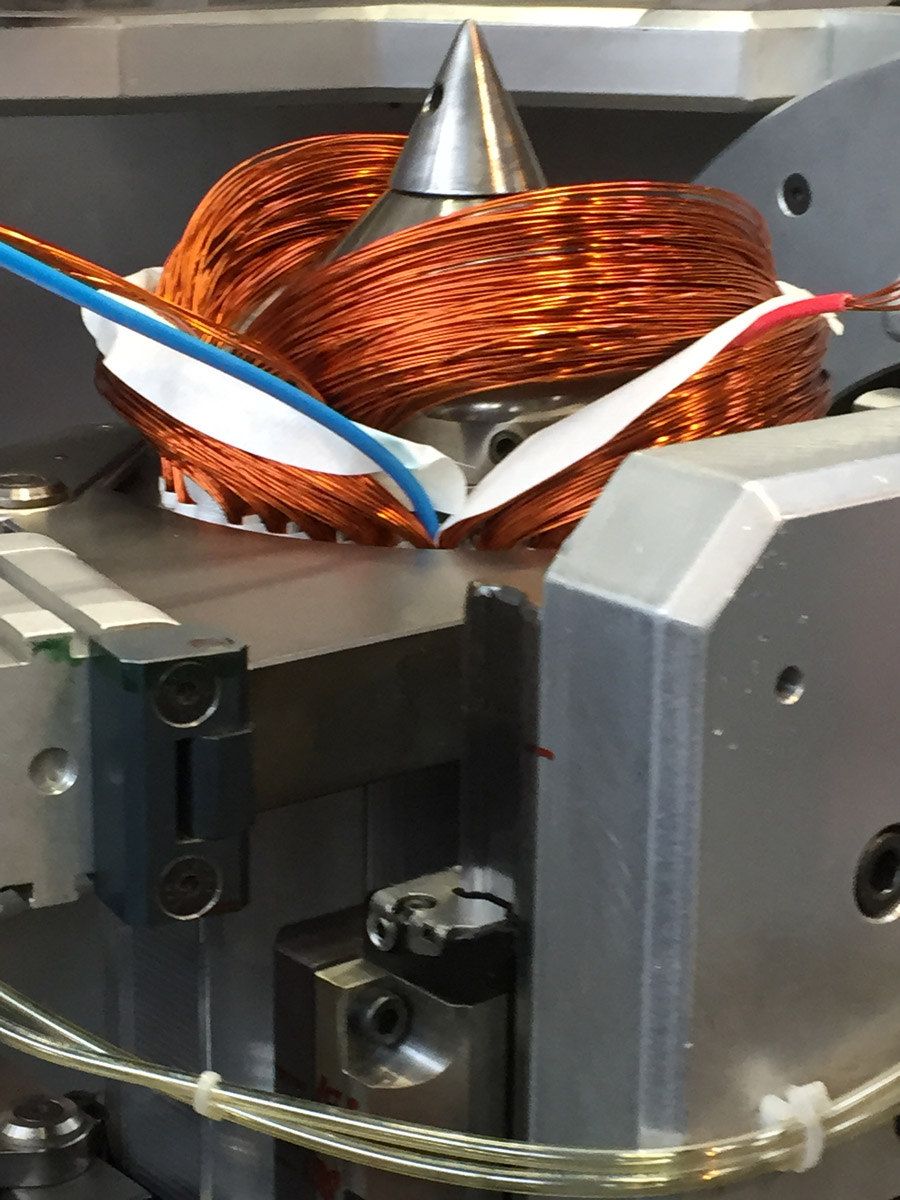
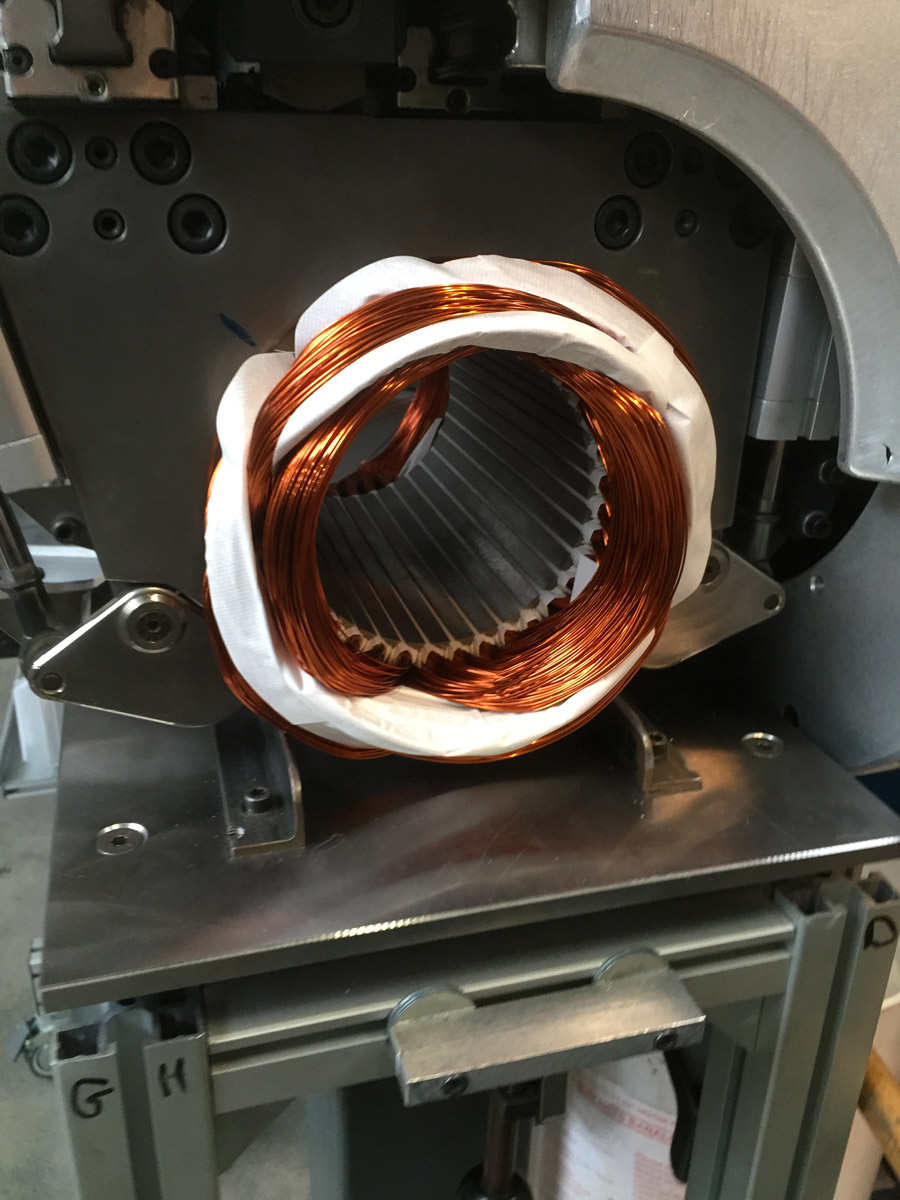
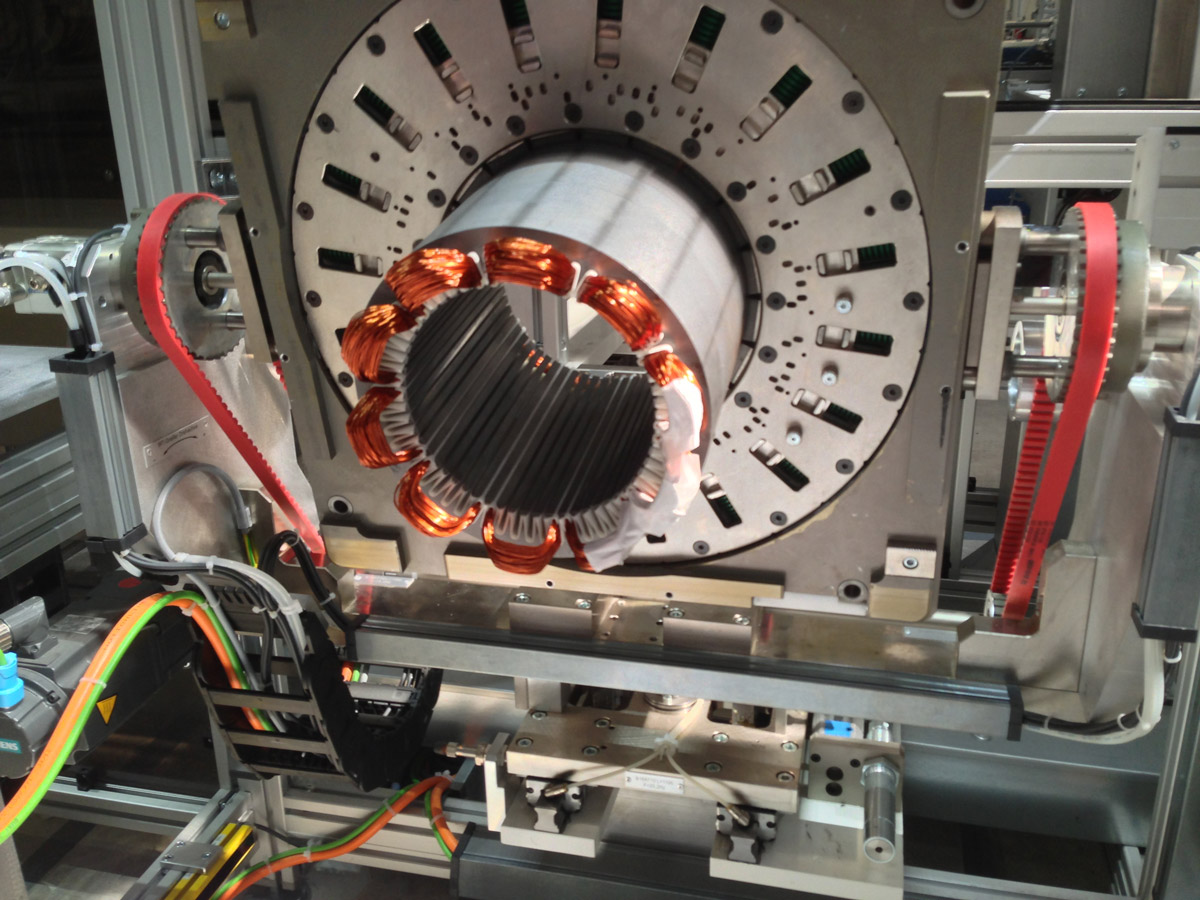
Das Einbringend der vorgewickelten Spulen in die Statornuten wird mit Hilfe der risomat-Einziehtechnologie bewerkstelligt. Hierbei ist die Zielsetzung die Spulen ohne Beschädigung in die Nuten einzuziehen und einen möglichst hohen Füllgrades zu erzielen. Beim Einziehprozess werden zusätzlich die Nuten automatisch mittels Deckschieber verschlossen.
TYPEN
ANWENDUNGEN
VORTEILE



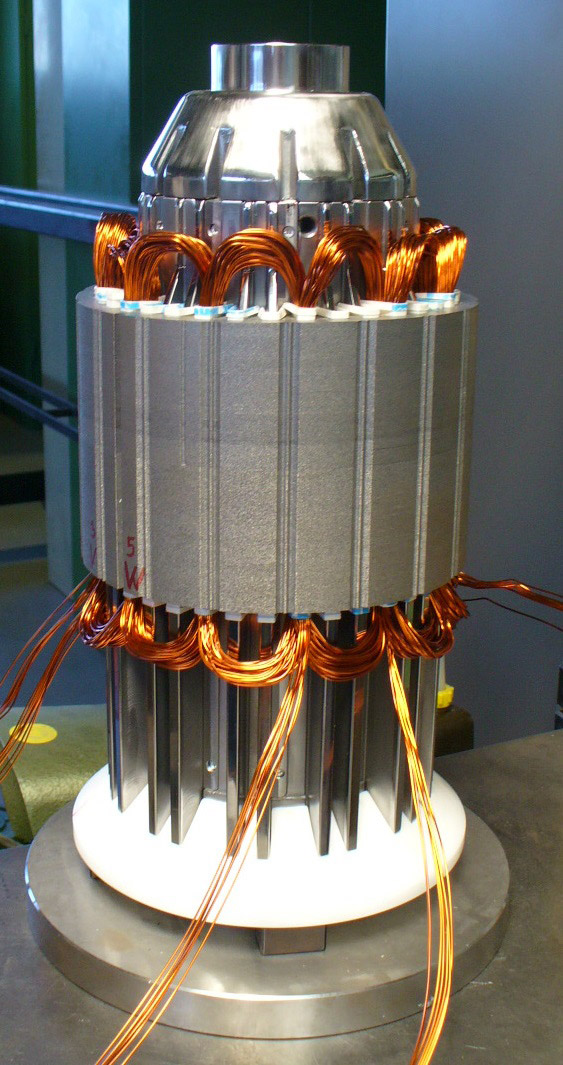
BESCHREIBUNG
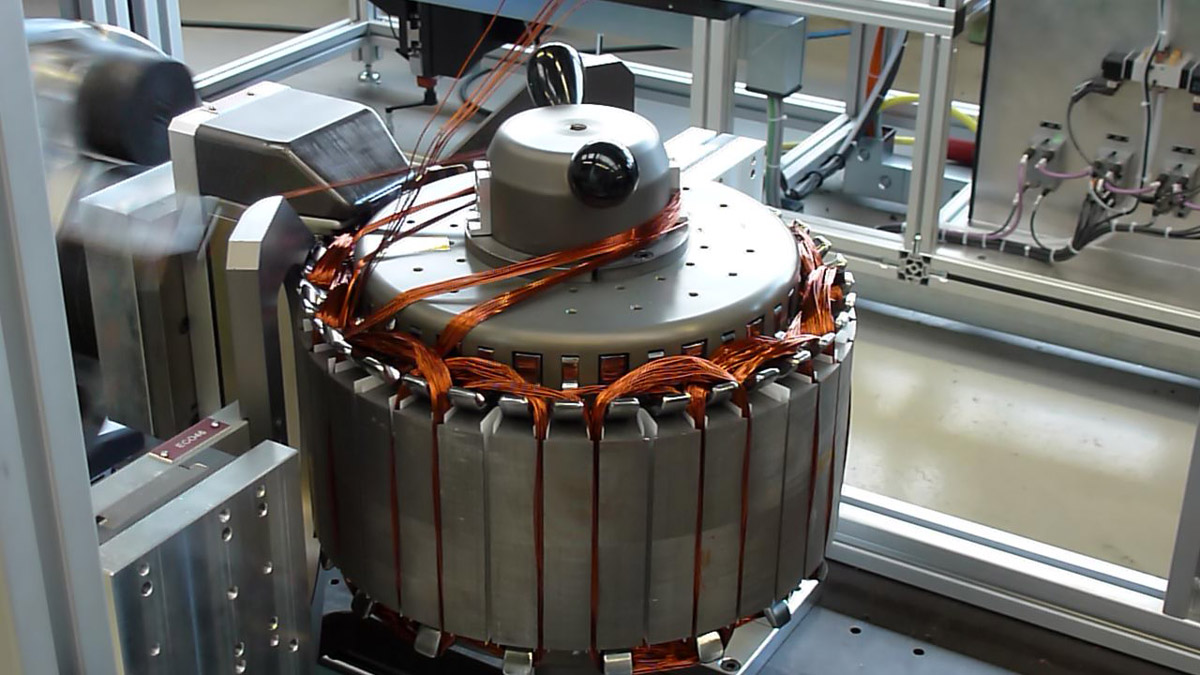
Die eingezogenen Spulen müssen im Bereich des Wickelkopfes geformt bzw. verdichtet werden, so dass der nachfolgenden Einziehvorgang durchgeführt werden, bzw. nach dem Vorformen das Verschalten oder nach dem Endformen das Bandagieren durchgeführt werden kann.
TYPEN
ANWENDUNGEN
VORTEILE

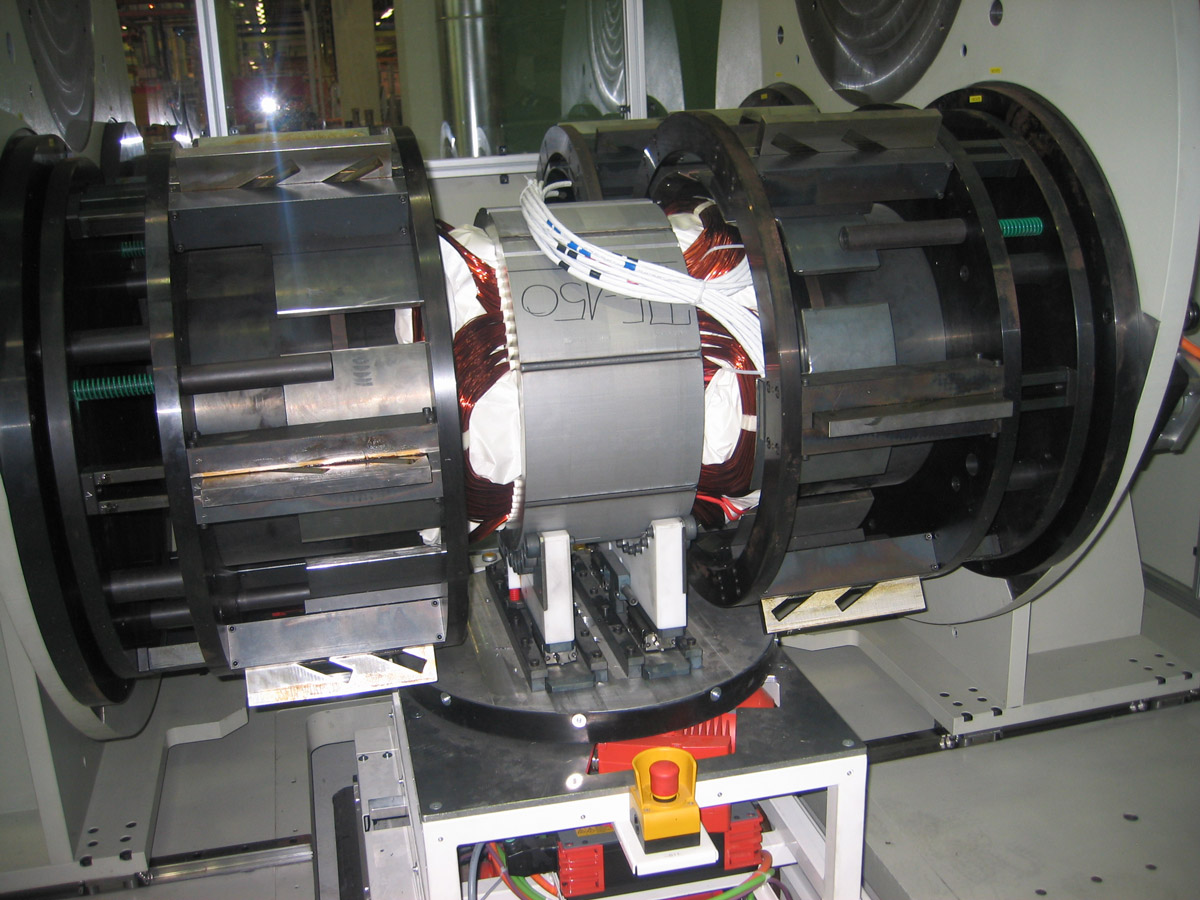
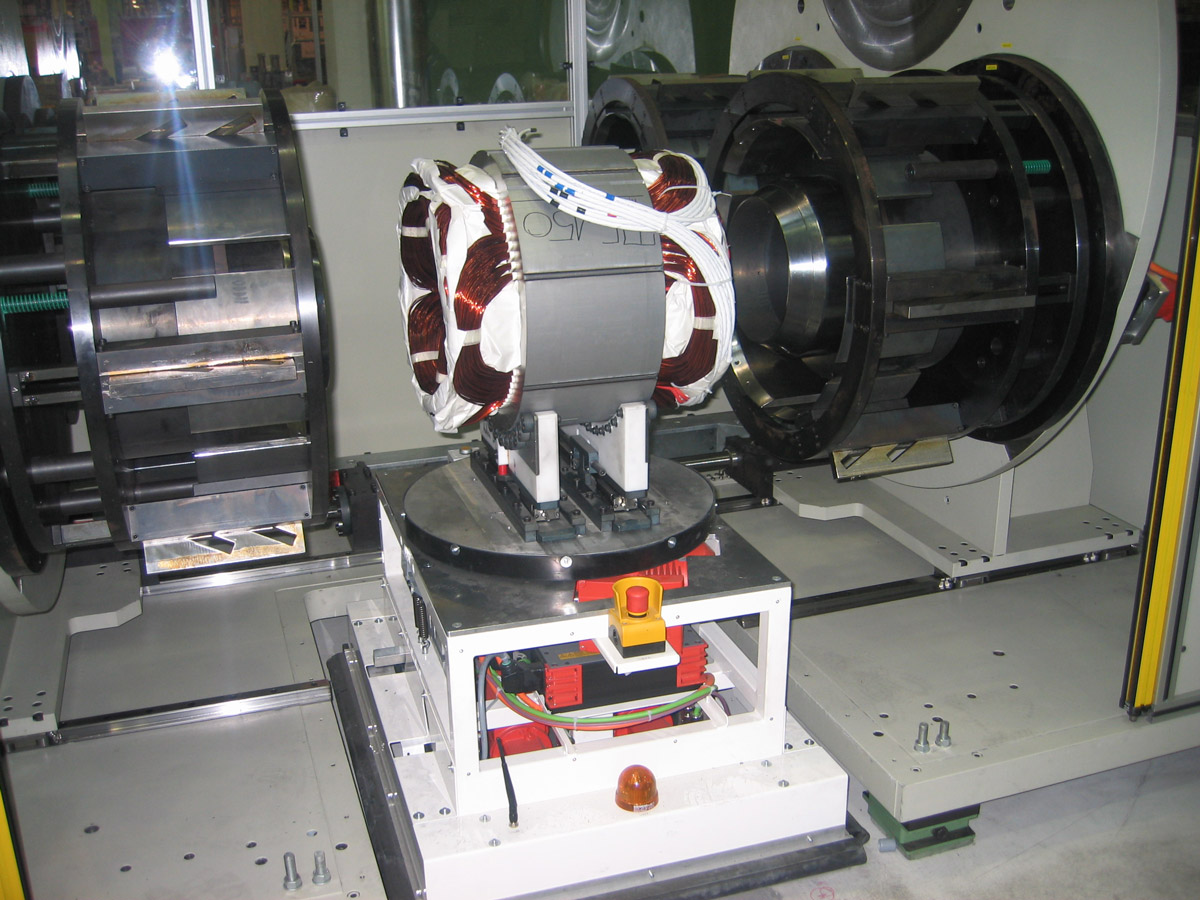

BESCHREIBUNG
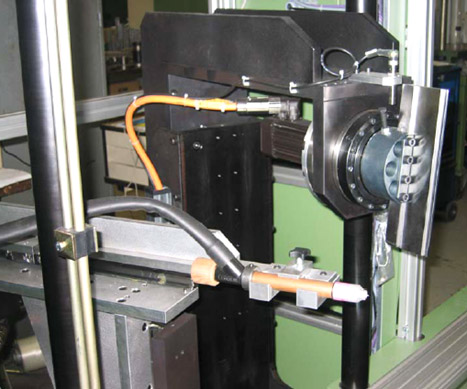
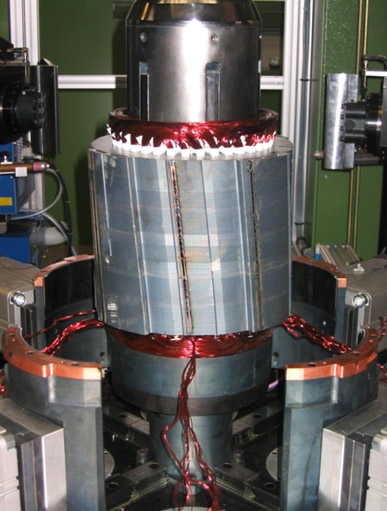
Bei Statoren für Generatoren und PSM Maschinen werden die Bleche geschränkt, damit der Spannungs- bzw. Momentenrippel möglichst klein gehalten werden kann. risomat hat ein Verfahren entwickelt, wobei die Statoren, nachdem alle Spulen eingezogen sind, der Stator geschränkt und geschweißt werden kann.
TYPEN
ANWENDUNGEN
VORTEILE

BESCHREIBUNG
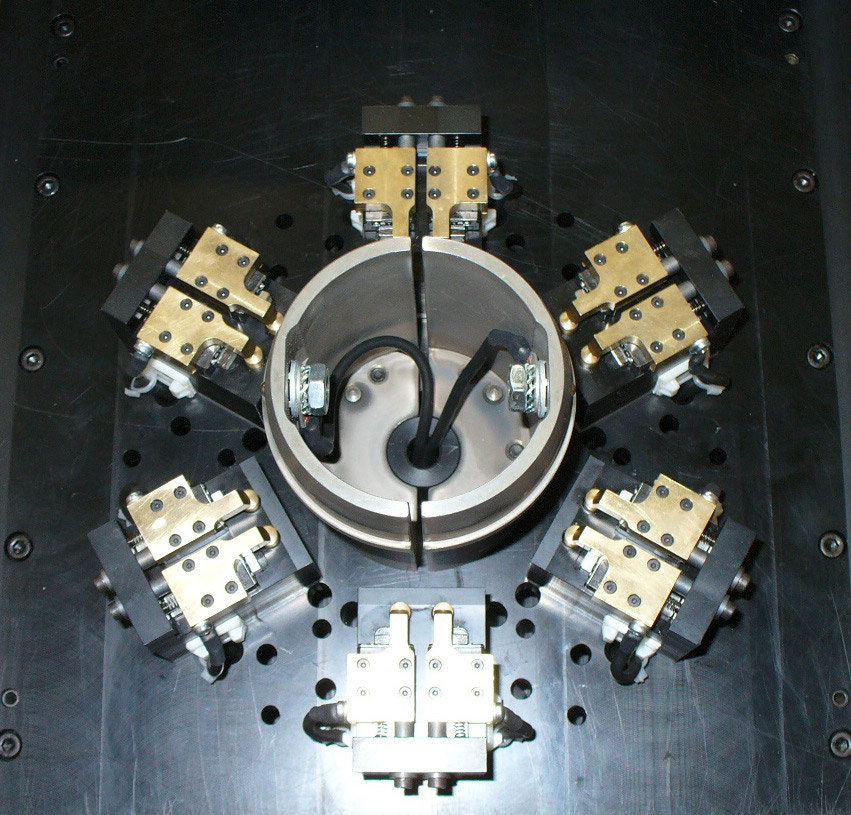
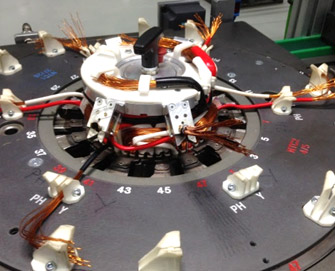
Die Spulenableitung, die am Wickelkopf verlegt werden, müssen mittels Isolierschläuchen Hochspannungs-und Teilentladungsfest isoliert werden. risomat hat diese manuelle Tätigkeit mit Hilfe eines ergonomischen Handarbeitsplatz, sowie einer Verschaltschablone und Schlauchspenders enorm optimiert und rationalisiert. Auf einem patentierten Statorwerkstückträger werden die isolierten Ableitungen verwahrt und fixiert.
Aktuell arbeitet risomat an der vollständigen Automatisierung des Aufschiebens der Isolierschläuche.
TYPEN
ANWENDUNGEN
VORTEILE

BESCHREIBUNG
Die Spulen der einzelnen Phasen müssen im Wickelkopf Hochspannungs- und Teilentladungsfest gegeneinander isoliert werden. risomat hat diese manuelle Tätigkeit mit Hilfe eines ergonomischen Handarbeitsplatz enorm optimiert. Aktuell arbeitet risomat an der vollständigen Automatisierung des Einbringen der Phasentrenner.
TYPEN
ANWENDUNGEN
VORTEILE

BESCHREIBUNG
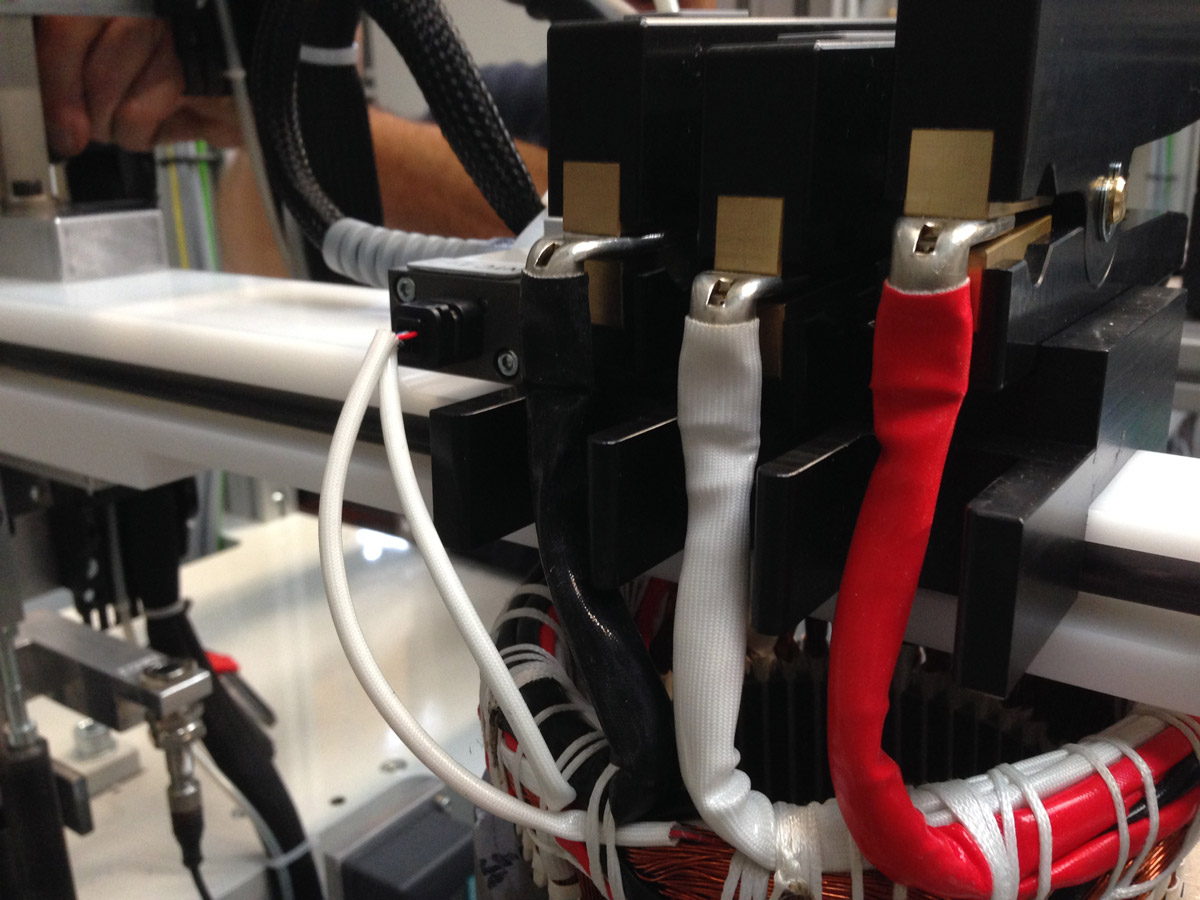
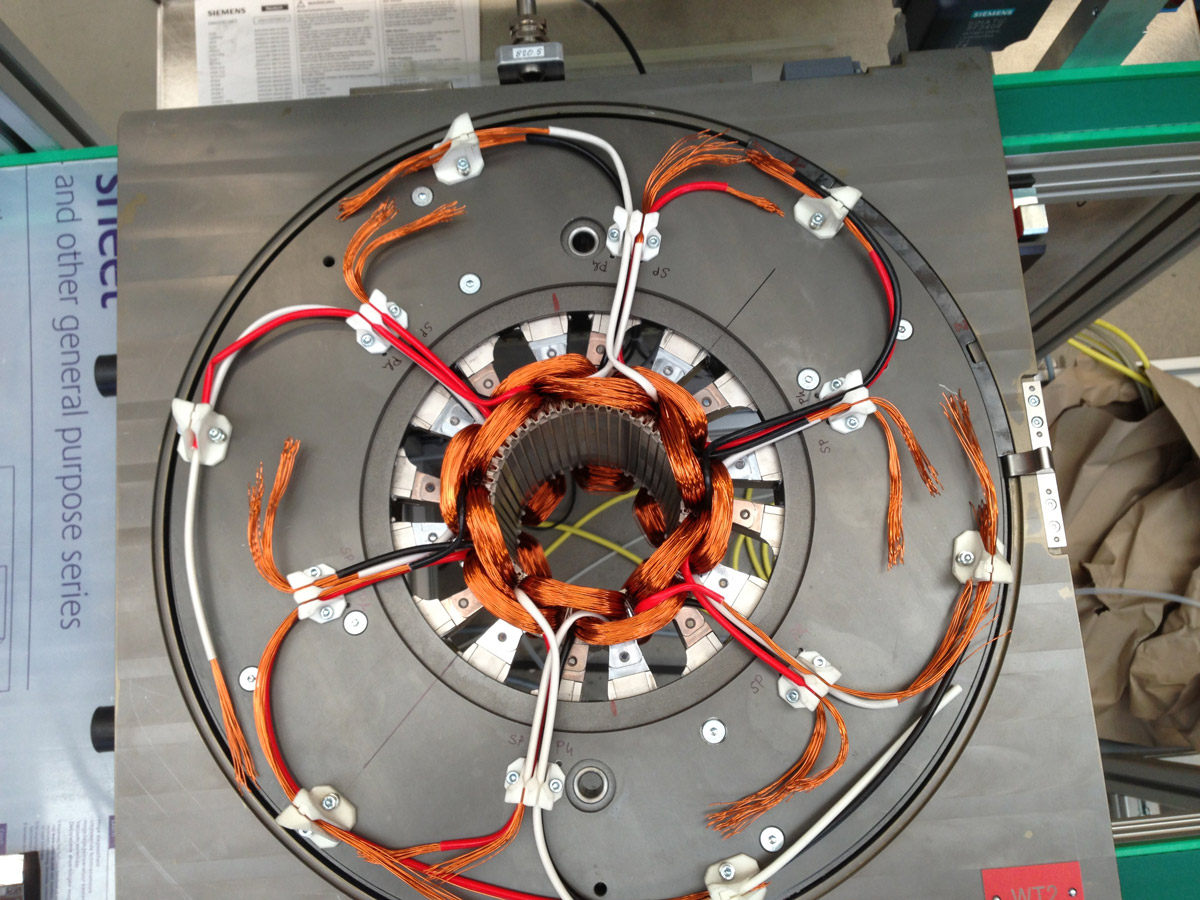
Die Spulenableitung, die am Statorwerkstückträger verwahrt sind, müssen in Stern-oder Dreieckschaltung verschaltet werden. Um diesen Prozess reproduzierbar zu gestalten, hat risomat eine Methode auf der Basis der Verwendung einer Verschaltschablone enorm optimiert und rationalisiert. Aktuell arbeitet risomat an der vollständigen Automatisierung des Verschaltens.
TYPEN
ANWENDUNGEN
VORTEILE
BESCHREIBUNG
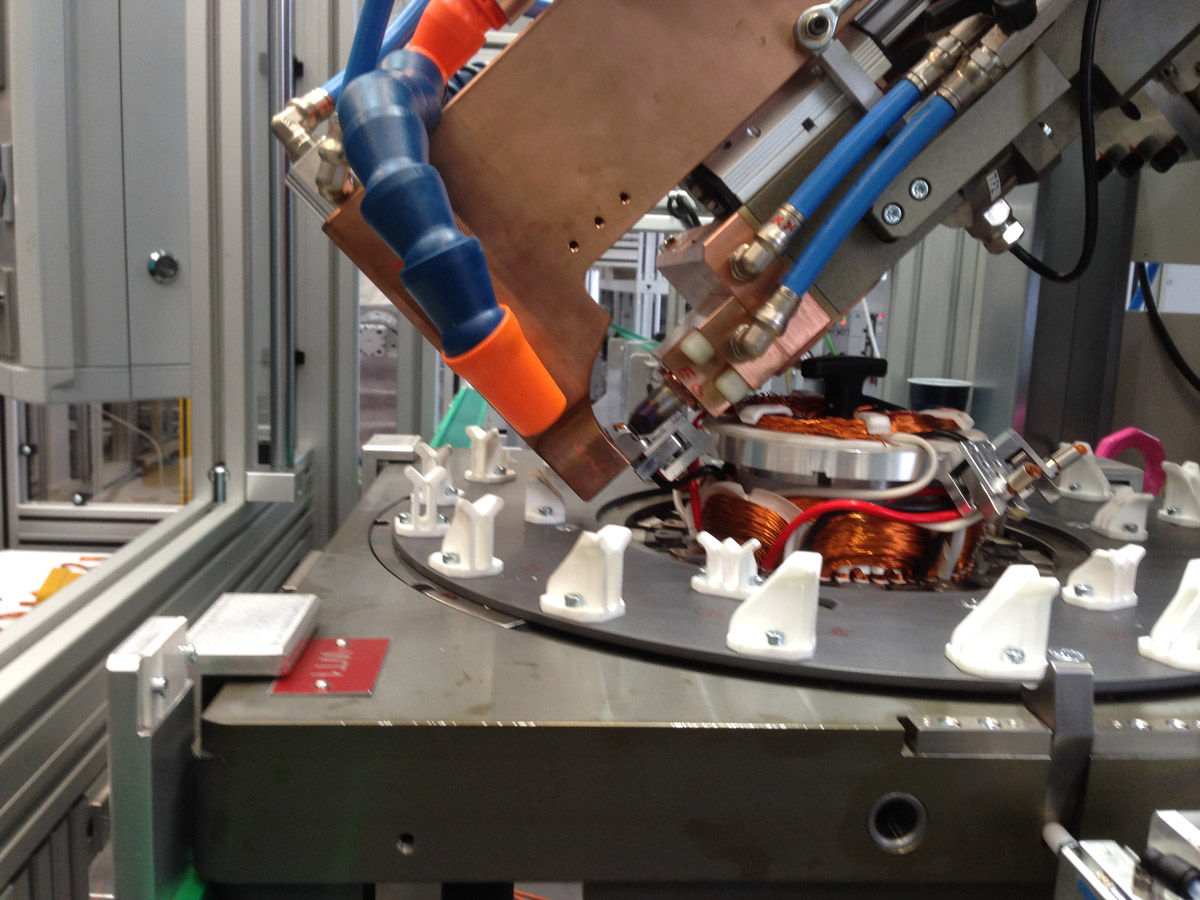
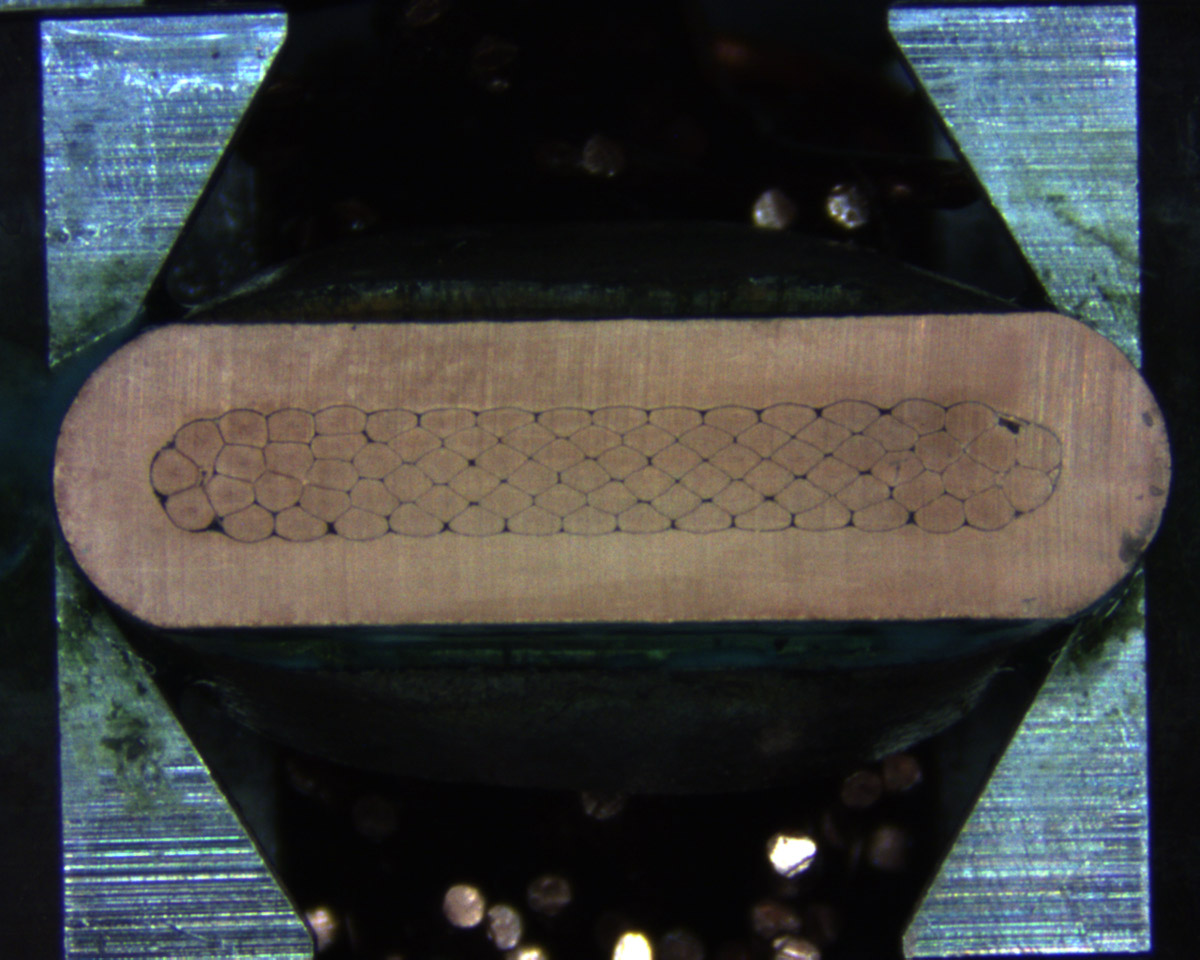
Nach dem Verschalten werden die Spulenanschlüsse kontaktiert bevorzugt mit dem Widerstandsscheißverfahren Heißcrimpen.
TYPEN
ANWENDUNGEN
VORTEILE

BESCHREIBUNG
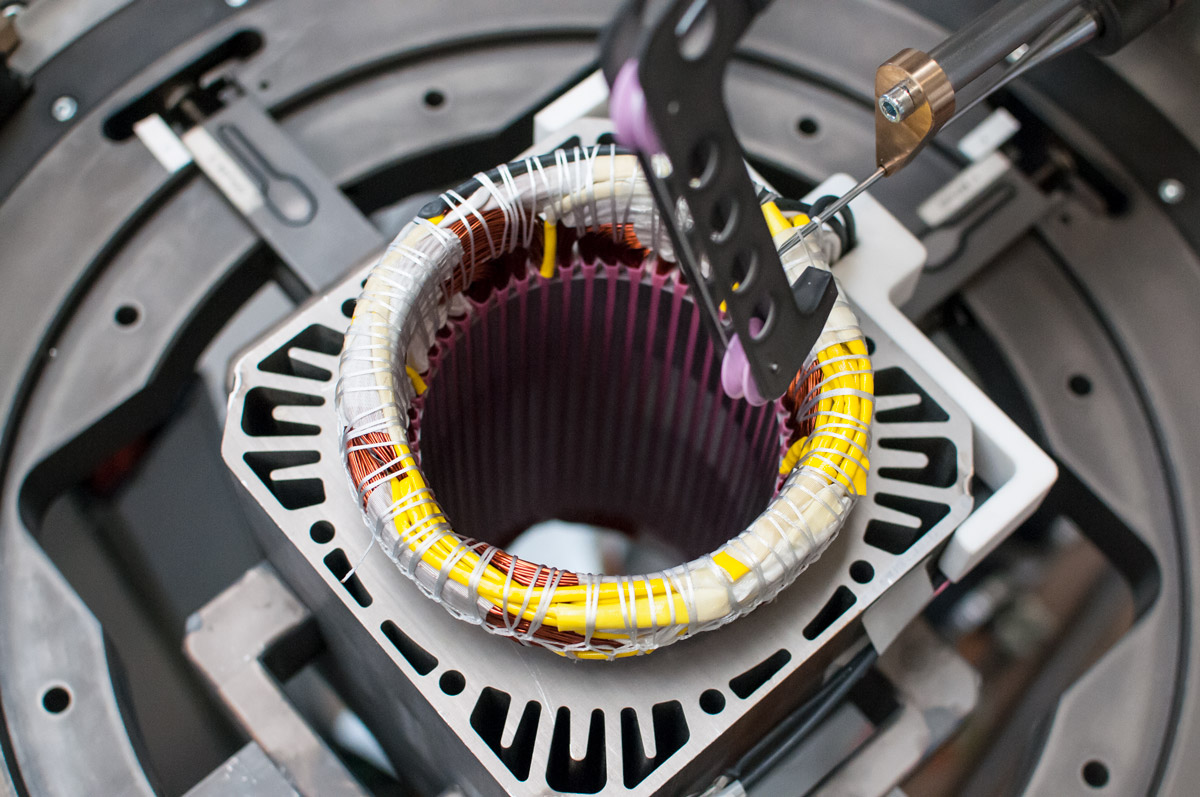
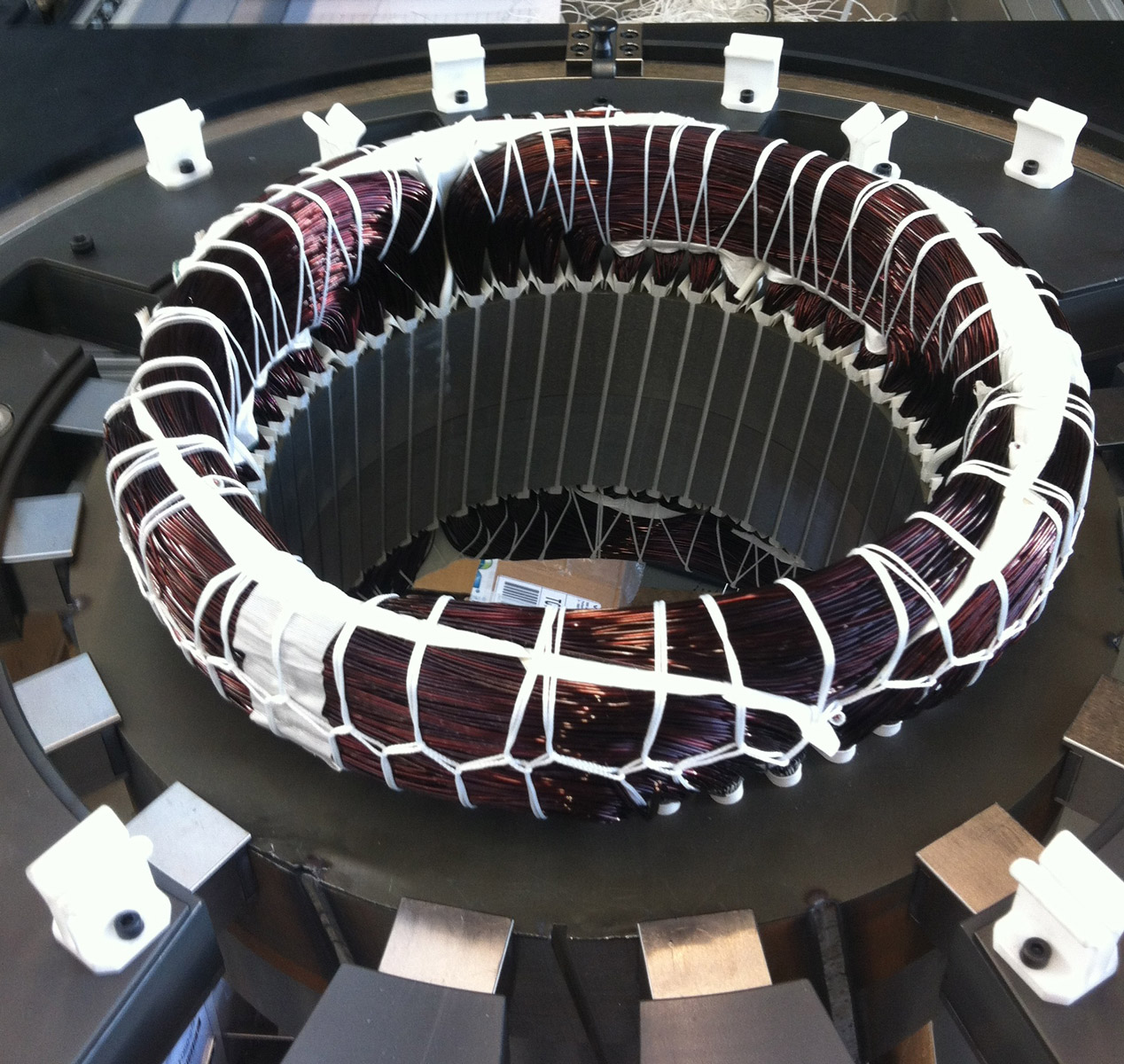
Die Spulen im Wickelkopf auf der Schalt-und Nichtschaltseite werden mit einer Kordel einbandagiert. Damit wird sichergestellt, dass zum einen die verschalteten Ableitungen kompakt am Wickelkopf anliegen und zum anderen, für das Imprägnieren keine losen Drähte abstehen.
TYPEN
ANWENDUNGEN
VORTEILE



BESCHREIBUNG
Nach dem Bandagieren und Endformen, wenn der Stator für das Imprägnieren vorbereitet ist, wird die elektrische Prüfung der eingebrachten Wicklung und des Isolations-systems durchgeführt. Hierbei kommen folgende Messungen zur Anwendung: Widerstand, Induktivität, Stoßspannung, Teilentladung, Hochspannung und Isolationswiderstand, Drehfeld.
TYPEN
ANWENDUNGEN
VORTEILE